고려대학교 대학원 보건과학과 치의기공전공
Department of Dental Lab. Science & Engineering, College of Health Science, Graduate School, Korea University
서론
치과분야에서는 치아의 해부학적인 외형, 저작기능, 발음 등을 회복시키기 위하여 치과보철장치를 제공하는 방법은 긴 역사를 가지고 있다1. 그래서 20세기동안 치과분야에서는 많은 다양한 재료와 장비 기술이 발전되어 왔다. 이러한 기술 가운데 치과의사와 치과기공사들 간의 협력을 통한 제작 기술이 가장 큰 질 향상을 보였음에는 의심할 여지가 없다 1. 그러나 아직도 치과기공소의 일은 여전히 노동집약적이며 위험하고, 기술과정이 복합하며 경험이 미흡하면 할 수 없는 고기술의 일임에 틀림이 없다. 최근에는 이러한 방법을 보완하기 위하여 많은 방법들이 소개되고 있다. 그 중 가장 이슈가 되고 있는 방식이 3D 프린팅 기술이다. 이 기술은 2013년 3월 미국의회 연설에서 오바마 대통령이 “3D 프린터는 우리가 만드는 거의 모든 것의 제조 방법을 혁신할 것”이라며 미국에 제조업을 다시 일으키고자 3D 프린팅 산업을 육성하는데 10억 달러를 투자하겠다고 발표하면서부터 더욱 각광을 받기 시작했다. 그뿐 아니라 economist들은 3D 프린팅을 제 3차 산업혁명을 가져올 기술 중 하나로 소개했으며, 세계경제포럼(World Economic Forum)은 미래 10대 기술로 3D 프린팅 기술을 선정한 바 있다. 3D 프린팅이란 제품을 제작하는데 있어 소재를 층층이 쌓는 방식으로, 일반적인 프린터가 인쇄할 종이에 잉크를 분사하듯 3D 프린터는 디지털화된 3차원 제품 디자인을 2차원 단면으로 연속적으로 재구성하여 소재를 한 층씩 인쇄하면서 적층하는 방식이다. 현재 치과계에서도 SLS(selective laser sintering), MJM(Muti-Jet Modeling), Micro-SLA 등의 3D 프린팅으로 제작된 보철물들이 생산 및 사용되어지고 있다. 3D 프린팅은 정말로 각광받는 제품인 것일까? 앞으로 치과분야에서 3D 프린팅을 기존의 방식과 비교해 봄으로써 임상적으로 사용가능한 범위에 있는지를 알아보고자 한다.
연구재료 및 방법
1. 시편제작
(1) 수작업방식으로 제작한 보철물
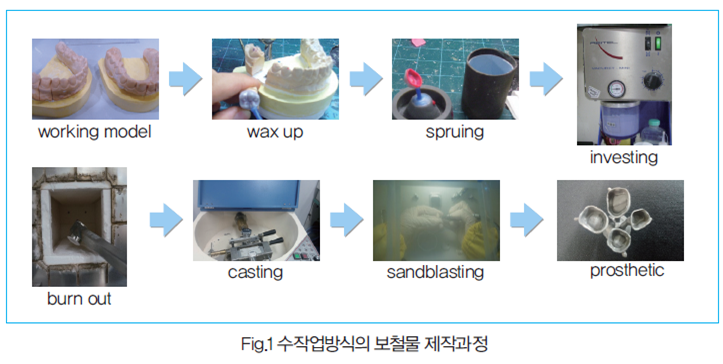
상악 제1대구치를 작업모형으로 선정 한 후 통상적으로 사용해왔던 방법대로 보철물을 제작한다(Fig.1).
(2) 3D프린팅방식으로 제작한 보철물
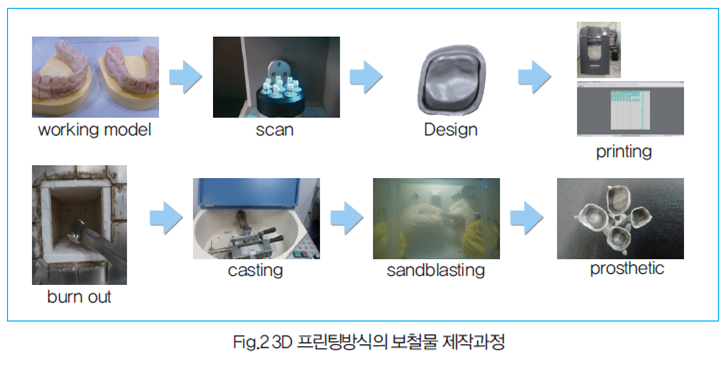
상악 제1대구치를 작업모형으로 선정 한 후 작업모형을 작업하기 위하여 지대치를 스캔하였다. 그 스캔된 지대치를 디자인 한 후 3D프린터를 이용하여 프린트를 하였다. 그 이후 작업은 통상적인 방식과 같이 진행하여 보철물을 얻었다(Fig.2).
2. 실험방법
측정방법(실리콘 복제 방법)
Light body 실리콘을 이용하여 치아 또는 모형과 보철물 사이의 거리를 복제했다. light body 실리콘은 형태 유지가 어렵기 때문에 추가로 heavy body를 이용하여 형태를 지탱해주었다.
완성된 실리콘을 가지고 관측하고 싶은 부위를 절단하고, 그 단면의 변연을 측정하였다.
이 방법은 지대치와 보철물을 모두 보존할 수 있는 장점이 있어서, 많은 선행연구에서 마진 적합도를 측정할 때 사용되어온 방법이다 2.
측정영역
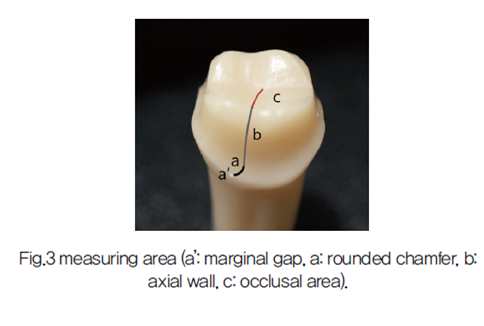
변연 및 내면적합도를 측정하기 위하여 적합도에 대한 정의를 다음과 같이 내렸다. 변연부의 적합도(margin)는 a’, 경사도의 적합도(rounded chafer)는 a, 축벽의 적합도(axial wall)는 b, 교합면 적합도(occlusal)는 c로 정의하였다3(Fig.3).
측정기구
Digital microscope(KH-7700; Hirox, Tokyo, Japan, 140Ⅹmagnification)를 이용하여 작업모형과 보철물 사이의 공간을 의미하는 light-body silicone replica의 두께를 측정하였다.
3. 통계분석
제작방법에 따른 기술적 통계는 평균과 표준편차로 나타내었다. 수작업방식으로 제작된 보철물과 3D 프린팅 방식으로 제작된 보철물간의 차이의 통계적 유의성을 검정하기 위하여 Kruskal Wallis Test를 시행하였다. 통계분석은 IBM SPSS Statistic 21.0(IBM Co., Armonk, NY, USA)로 수행하였으며, 통계적 판단을 위한 제1종 오류의 수준을 0.05로 하였다.
결과
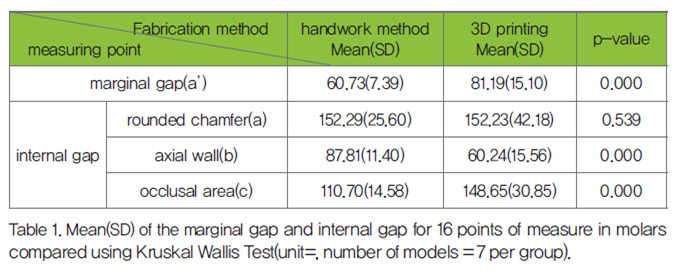
수작업방식으로 제작된 보철물의 marginal gap(a’)의 Mean(SD)은 60.73(7.39), rounded chamfer(a)의 Mean(SD)은 152.29(25.60), axial wall(b)의 Mean(SD)은 87.81(11.40), occlusal area(c)의 Mean(SD)은110.70(14.58)으로 나타났다. 3D프린팅방식으로 제작된 보철물의 marginal gap(a’)의 Mean(SD)은 81.19(15.10), rounded chamfer(a)의 Mean(SD)은 152.23(42.18), axial wall(b)의 Mean(SD)은 60.24(15.56), occlusal area(c)의 Mean(SD)은 148.65(30.85)로 나타났으며, marginal gap에서는 수작업방식으로 제작된 보철물이 좋은 마진적합을 보였다(Table 1). Kruskal Wallis Test를 한 결과, marginal gap, axial wall, occlusal area에서는 통계적으로 유의한 차이가 나타났고(p<0.000), rounded chamfer에서는 통계적으로 유의한 차이가 없었다(p>0.539).
고찰
최근에 3D 프린팅 방식으로 제작된 보철물에 관한 관심이 대두되면서 3D 프린터, 3D 프린팅의 재료에 관하여 많은 제조회사들이 연구와 개발에 투자를 하고 있다. 현재 3D 프린팅 방식에 관한 연구는 활발히 진행되고 있으나, 그에 관한 검증이 아직은 많이 미흡한 상태이다. 따라서 본 연구에서는 현재 가장 많이 사용되고 오랜 역사를 통해 검증되어온 수작업방식으로 제작된 보철물과 3D 프린팅 방식으로 제작된 보철물의 적합도의 비교를 하고자 하였다. 연구의 결과 marginal gap에서는 수작업방식으로 제작된 보철물이 3D 프린팅 방식으로 제작된 보철물보다 우수한 마진적합을 보였다(Table1). 이는 아직까지 수작업방식으로 제작된 보철물의 적합이 더 좋다는 것을 의미한다. 그러나 수작업방식으로 제작된 보철물에는 많은 문제들이 잠재되어 있다. 작업의 일련과정에 사용되는 수많은 공정과정, 그에 따른 오차, 많은 시간투자, 인력비용, 고가의 재료비용, 고 퀄리티에 맞지 않는 저렴한 수가 등 많은 문제들이 있다. 그렇기에 점점 단순하고 대량생산이 가능한 3D 프린팅 방식에 많은 관심과 이목이 집중되는 것은 이제는 피할 수 없는 현실이 되었다.
마진이 부적합하게 되면 치태 부착은 물론 이차 우식, 미세누출, 신경치료 염증, 치주질환도 유도 할 수 있다2. 그러므로 마진적합은 보철물 제작에서 중요하다. Beuer et al.4의 연구에 따르면 100-150 임상적 허용범위라고 보고하였으며, Beoning et al.5의 연구에서는 장기간 보존된 보철물을 볼 때 100~200이 임상적 허용범위라고 제시하고 있다. 현 연구에서 두 가지방식의 보철물 제작방법은 marginal gap, axial wall, occlusal area에서는 통계적으로 유의한 차이가 나타났고(p<0.000), rounded chamfer에서는 통계적으로 유의한 차이가 없었다(p>0.539). 그러나 앞에서 말한 선행연구의 임상적 허용범위 이내에 마진 적합이 존재함으로 두 가지방식 모두 임상적으로 허용가능하다.
이 연구의 한계점은 제작방식에 사용되는 재료특성에 관한 수축에 대한 오차가 있다는 것이다. 그렇기에 앞으로 3D프린팅 방식에 대한 보다 높은 수준의 재료개발이 되어야 할 것이며, 3D 프린팅 방식에 대한 연구가 미흡한 만큼 이에 대한 임상적인 연구도 앞으로도 계속 이루어져야 할 것이라고 사료된다.
결론
Marginal gap에서는 수작업방식으로 제작된 보철물이 3D프린팅 방식으로 제작된 보철물보다 좋은 마진적합을 보였다. 그러나 수작업방식으로 제작된 보철물과 3D 프린팅 방식으로 제작된 보철물의 marginal and internal gap은 임상적 허용 가능한 범위에 있으므로 임상적으로 사용하기에 적합하다.
• 감사의 글 •
이 연구를 진행함에 있어 많은 도움을 주신 스카이치과기공소 이임찬 이사님께 감사의 인사를 전합니다.
참고문헌
1. Miyazaki T, Hotta Y, Kunii J, Kuriyama S, Tamaki Y. A review of dental CAD/CAM: current status and future perspectives from 20 years of experience. J Dental Mater 2009;28(1):44-56.
2. e Silva JSA, Erdelt K, Edelhoff D, Araújo É, Stimmelmayr M, Vieira LCC, Güth J-F: Marginal and internal fit of four-unit zirconia fixed dental prostheses based on digital and conventional impression techniques. Clinical oral investigations 2014, 18(2):515-523.
3. Kokubo Y, et al. Clinical marginal and internal gaps of In-Ceram crowns fabricated using the GN-I system. J Oral Rehabil 32: 753-758, 2005.
4. Beuer F, Neumeier P, Naumann M. Marginal fit of 14-unit zirconia fixed dental prosthesis retainers. J Oral Rehabil. 2009;36(2):142-9.
5. Boening KW, Wolf BH, Schmidt AE, Kästner K, Walter MH. Clinical fit of Procera AllCeram crowns. The Journal of prosthetic dentistry. 2000;84(4):419-24.
