주입선 테크닉
주조시 가장 이상적인 환경은 메탈이 두꺼운 부위에서 가는 부위로 흘러내리는 것이다. 용융된 메탈은 식으면서 주입선의 레자바에서 수축되어 얇아진다. 모델에서 얇은 부위는 두꺼운 부위보다 빨리 식는다.
따라서 주입선은 항상 왁스모델상의 새들에서 베이스까지처럼 가장 두꺼운 부위에 달아주어야 한다. 얇은 모델 부위를 통해 도달하는 경우, 직경 3mm의 라운드 주입선을 추가로 달아준다.
상악의 경우, 베이스 부위의 주조용 스트립은 왁스업과 최대한 넓게 접촉되도록 편편하게 눌러준다.


파란색의 유니버살 타입의 주입선 깔대기형 포머는 치열보다 10mm 위로 모델의 정 중앙에 위치시킨 후, 주입선에 조심스럽게 왁스로 연결한다.
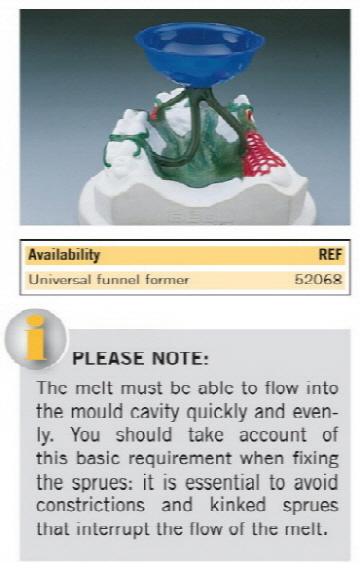
! 주의:
메탈은 모델의 빈 공간을 통해 신속하고 고르게 흘러들어가야 한다. 주입선을 달달 때는 메탈흐름이 방해받지 않도록 주입선이 꺾이거나 뒤틀리지 않도록 하는 것이 중요하다.
하악을 주조할때는 모델의 “위쪽 방향에서” 또는 “위쪽을 경유해서” 이루어져야 한다. 2개의 주입선의 직경은 3.5mm가 적당하다. 주입선은 바(bar)에 직접 연결되는 왁스끝 경계부 뒤쪽에 왁스로 연결한다.
주입선이 붙은 부위에서 수축구멍이 나타날 수 있다. “Lost head”를 주조 레자바로 이용하면 이런 현상을 극복할 수 있다.




매몰과 예열하기
준비과정
고운 매몰재를 사용하지 않은 경우, Aurofilm 습윤제를 살짝 스프레이 해준다.
Aurofilm을 에어로 살짝 불어 말린다.
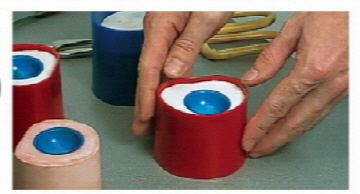
BEGO Kombi 복제 플라스크로 복제할때는 매몰재의 베이스 크기가 빨간색 또는
파란색 몰드포머 크기에 적합해야 한다. 몰드 포머는 베이스상에 단단하게 고정
되어야 한다.
만약 베이스가 매몰재 위에 고정되지 못하면, 모델을 큰 베이스플레이트(파란색)나 작은 것(빨간색)위에 왁스로 단단하게 고정시킨다.

매몰재의 입자가 고우면, 산화형성을 줄여주고, 주조비드에서 매끄러운 표면을 얻을 수 있다. 항상 Wiropaint plus를 부드러운 붓에 물기를 묻혀 발라준다. 그리고 Wiropaint plus는 완전히 건조되면 안되므로 신속하게 매몰한다. 미세한 매몰재가 사용되면, 왁스업 모델은 Aurofil같은 습윤제를 발라주면 안된다.

BEGO의 파샬덴쳐용 매몰재는 Wirovest와 Wiroplus S가 있으며, 액은 30% BegoSol을 사용하면 크랙을 방지할 수 있다. WiroFine의 경우, 모델(BegoSol K)을 embedding하기 위해서는 같은 농도를 사용한다.
사용설명서상의 액과 분말의 혼합비율대로 혼합한 후, 진공상태에서 60초간 믹서기로 혼합한다. 자동혼합기(Motova 300)를 사용하는 경우, 휘젓기와 혼합이 동시에 이루어진다.
매몰재를 바이브레이터위에 올려놓고 중간정도의 강도로 진동을 준다. 몰드는 압력상태에서 처음 10분간에는 이상적으로 경화된다.
경화된 후 몰드포머를 빼고, 예열하기 전에 추가로 20분간 몰드를 경화시킨다.
! 주의:
WiroFine으로 열충격을 가하기 위해서는 삽입온도를 섭씨 1000도(화씨 1832도)로 올린다. 유의할 점은 액과 분말을 혼합한 후 20분이 경과한 후에 링을 퍼니스안에 넣어야 한다.
예열
주조결과가 성공하기 위해서는 퍼니스 예열온도를 정확하게 설정해야 한다(Miditherm 100MP, Miditherm 200MP). 몰드는 예열 퍼니스내에 열이 골고루 절단될 수 있도록 항상 둥근 쪽이 아래로 향하도록 놓는다. 즉, 베이스위에 세워져야 한다. 이는 열이 과열되어 발열장치를 손상하는 것을 방지해준다. 도가니가 조기마모되는 것을 막기 위해서는 몰드와 같이 예열해야 한다(단, Nautilus 주조기는 예외임).
주조 몰드 셋팅 및 예열시간
-기존의 방법대로 퍼니스를 예열한다: 30분의 셋팅타임후에 몰드를 냉각한 예열퍼니스내에 넣고, 250℃ (500℉)로 가열한다. 30-60분간 이 온도를 유지한다. 이후 원하는 최종온도로 가열을 계속하고 그 온도에서 30-60분간 유지한다.
-예열퍼니스를 컴퓨터 콘트롤로 조정하기: 셋팅 시간 30분후에 몰드를 냉각한 예열퍼니스에 놓는다. 분당 5℃(9℉)의 상승률로 250℃ (500℉)로 가열한다. 이 온도를 30-60분간 유지한다. 이후 분단 7℃(12℉)로 가열하여 선택한 최종온도까지 올리고 이 온도에서 30-60분간 유지한다.
-몰드가 크거나 퍼니스가 꽉차면 예열시간을 더 길게 잡는다.
-예열온도: 진공가압주조기인 Nautilus: 950-1,000℃(1,740-1,830℉)
원심주조기인 Fornax HF 인덕션 주조기: 1,000-1,050℃(1,830-1,925℉)
Flame 주조기인 Fundor T: 950-1,050℃(1,740-1,925℉)

메탈용융과 주조
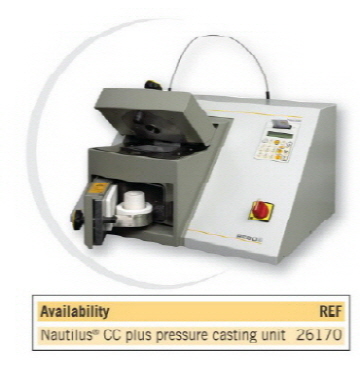
Nautilus CC plus는 고주파주조기와 진공가압주조기의 장점을 결합하였다: 고주파 전류는 도가니가 열린 부위주변의 산소감소된 대기중에서 알로이가 용해된다. 이 용해된 메탈은 진공상태에서 온도의 손실없이 열중심부에서 몰드로 직접 흐르게 된다.

완전자동 주조기인 Nautilus CC plus
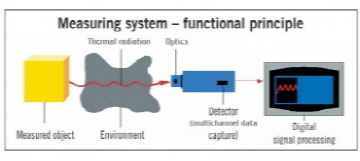
Nautilus CC plus는 BEGO의 진공압박 주조기술의 성공적인 개념을 토대로 주조준비(상태)를 읽을 수 있는 완전자동 감지 시스템의 기능을 접목시켜 탄생했다. 이는 멀티방식의 온도측정법칙을 통해 탄생하였다. Nautilus CC plus 주조기의 온도는 사용하는 알로이 제조사들의 권장 주조온도를 정확하게 감지하고 적용된다. 또한, 수동으로 주조를 작동하는 것도 가능하다.
고주파주조기와 진공가압주조기의 장점을 결합하였다: 고주

Fornax는 전통적인 고주파 인덕션 주조기로서 오늘날 세계적으로 가장 널리 보급된 장비이다. 이 장비의 적외선 온도 제한 시스템은 잉고트가 용해될 온도 직전까지 도달할 수 있도록 해주며, 열이 고르게 가열되도록 해준다. 예열몰드가 삽입된 후, 적외선 온도 제한시스템은 최대로 셋팅한다. Fornax는 수초내에 주조온도에 도달하게 된다.
따라서 용융과정은 통제가 가능하고, 주조전까지 연기는 매우 짧다. Fornax T에 사용하는 BEGO 파샬 덴쳐 메탈은 WIRONIUM는 잉고트가 완전히 용행된 후 3-5초만에 주조된다.
Fundor T는 이중 조인트 암이 달린 매우 강력한 모터가 장착된 원심주조기이다. 스타트 속도는 다양하게 적용할 수 있다. 간단히 고정하는 장치가 있어 도가니와 몰드 삽입을 신속하고 안전하게 할 수 있다.
! 주의:
압력 설정법:
BEGO 압력게이지는 프로판 유량 압력 셋팅 “2” = 약 0.5바
산소 유량압력: 2바

천연가스/산소 또는 프로판/산소용 토치와 주조기는 특히 용용목적으로만
본다면 매우 효과적이다.
WIRONIUM plus/extrahard 알로이나 Wironit 그룹 알로이는 9-12초
BEGO 파샬 덴쳐 알로이의 주조순간: 주조메탈이 용해되고 불꽃의 압력으로 용해된 메탈이 움직일 때 주조함.